

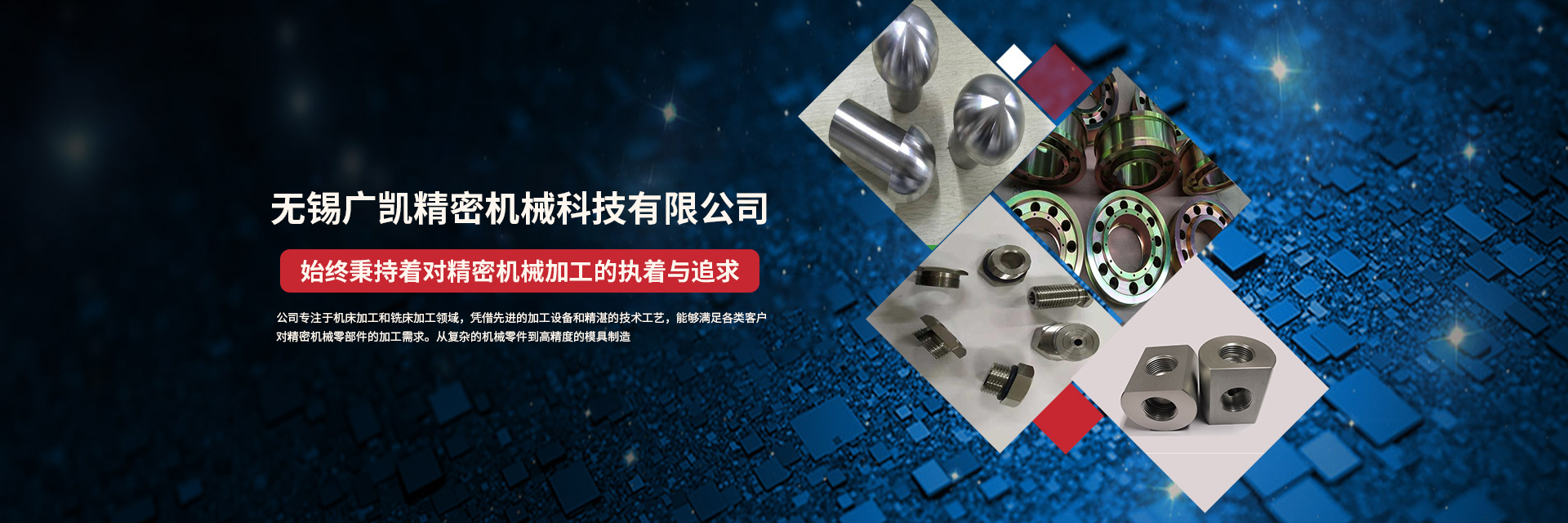
机床加工中影响零件尺寸精度的核心因素有哪些?针对高速切削场景,如何优化工艺参数以减少加工误差?
发布时间:2026-01-04
影响机床加工零件尺寸精度的核心因素主要有四类:一是机床自身精度,包括主轴径向跳动、导轨平行度与直线度,以及滚珠丝杠的定位精度,普通机床定位误差通常为0.01-0.03mm,高精度机床可控制在0.005mm以内;二是刀具性能,刀具的磨损、刃口锋利度及装夹精度会直接传递误差,尤其是硬质合金刀具磨损后易导致零件表面尺寸偏差;三是装夹与定位,工件装夹时的夹紧力过大易产生弹性变形,定位基准选择不当或夹具精度不足会引发基准位移误差;四是加工参数,切削速度、进给量与背吃刀量搭配不合理,会导致切削力过大或切削温度过高,进而产生热变形误差。
高速切削场景(切削速度>1000m/min)优化工艺参数需把握四点:其一,刀具适配,选用PCD或CBN材质刀具,搭配高精度刀柄,装夹后刀具径向跳动≤0.002mm,同时缩短刀具悬伸长度减少振动;其二,参数调控,采用“高切削速度、小背吃刀量、适中进给量”模式,如加工铝合金时切削速度1500-2500m/min,背吃刀量0.1-0.3mm,进给量0.1-0.2mm/r,平衡切削效率与稳定性;其三,冷却润滑,采用高压冷却系统(压力≥10MPa),选用专用高速切削切削液,降低切削温度减少热变形;其四,辅助优化,提前对工件进行去应力处理,加工时采用分段切削策略,避免连续切削累积误差,同时通过机床热补偿功能修正温度引发的尺寸偏差。此外,定期校准机床精度、检查刀具磨损情况,可进一步提升加工尺寸稳定性。


 苏公网安备32020502001831号
苏公网安备32020502001831号